Superdetaljerad kunskapskarta över skruvar, rena torrvaror
Dec 21, 2022
Terminologi som rörSkruvar
1. Skillnader mellan skruvar, muttrar, muttrar, bultar, skruvar och dubbar: det finns inga skruvar och muttrar enligt standarden. Skruvar är allmänt kända, och de med yttre gängor kan kallas "skruvar". Formen på muttern är vanligtvis sexkantig, och det inre hålet är invändig gänga, som används för att passa med bulten och dra åt de relaterade delarna. Muttern är allmänt känd, och standarden bör kallas "nöt".
Bultens huvud är vanligtvis sexkantigt, och stången är försedd med utvändig gänga. Skruven är liten, med platt huvud, tvärhuvud etc. på huvudet och utvändig gänga på stången. Dubben borde egentligen kallas "dubbelhuvuddubb". Båda ändarna har yttre gängor, och mitten är vanligtvis en slät stång. Den långa änden av gängan används för att ansluta till det djupa hålet, och den korta änden är ansluten till muttern.
2. Vanligt engelskt uttryck: Screw/Bolt/Fastener (bolt) (fastener)
3. Definition av tråd: tråden är en form med likformig spiralformad utbuktning på den yttre eller inre ytan av det fasta materialet.
Skruvahandling
1. Fäst- och anslutningsfunktion: gäller för de flesta skruvprodukter i detta skede.
2. Körning (förskjutning): såsom mikrometer som används av QC för att kontrollera dimensioner.
3. Tätningsfunktion: såsom anslutning och tätning av rör.
Trådutvecklingens historia
Maskingänga: under montering, borra och knacka gängan på monteringen först. Specifikationen för den gängade invändiga gängan överensstämmer med den för skruvens utvändiga gänga. Använd ett litet vridmoment för montering.

Självgängande gänga: under montering, borra hål på monteringen först, utan att gänga den invändiga gängan, och använd ett stort vridmoment för montering.

Självborrande gänga: den används direkt på monteringen, och skruvborrning och gängning bildas på en gång.
Skruvbearbetningsmetod
1. Vändning
Få materialet att nå den förväntade formen genom att ta bort materialet
Fördelar: hög bearbetningsprecision, ingen mögelbegränsning
Otillräckligt: hög produktionskostnad och långsam bearbetningshastighet
2. Smide
Extrudera materialet med yttre kraft för att deformera det för att uppnå önskad form
Fördelar: snabb produktionshastighet, låg kostnad, lämplig för massproduktion
Otillräcklig: Formningen begränsas av formen, och formkostnaden för komplexa produkter är hög
3. Kall rubrik
Det hänvisar till processen att extrudera och deformera metalltrådstråden med hjälp av en yttre kraft genom att använda en form under förutsättning att metalltrådstråden inte är uppvärmd. Den kalla rubriksprocessen är bara en av smidesprocesserna.
Introduktion till grundläggande skruvkonfiguration
För att förstå skruvar och bultar måste du först känna till deras typer, egenskaper och funktioner:
A: Drivsystem
B: Huvud
C: Tandfog
D: Importera och attackera enhet

Mekanisk skruv

Självtejpande skruvar

Självgängande skruvgänga rullning

Skruvhuvud typ

Typ av skruvgänga

Skruv processflöde
Det allmänna flödesschemat är som följer:

Inventeringsprocessen
Det hänvisar till de ursprungliga valstrådarna som köpts av råvarutillverkaren. Ett skivelement innehåller huvudsakligen följande parametrar: A, märke B, produktnamn C, specifikation D, material E, värmenummer eller batchnummer F, kvantitet eller vikt. De viktigaste kemiska komponenterna i kolstålplåtelement är: C, Mn, P, S, Si, Cu, Al. Ju lägre innehåll av Cu, Al, desto bättre.

Tråddragningsprocess
För att uppnå den tråddiameter vi behöver (som till 3,5 mm dragtråd).

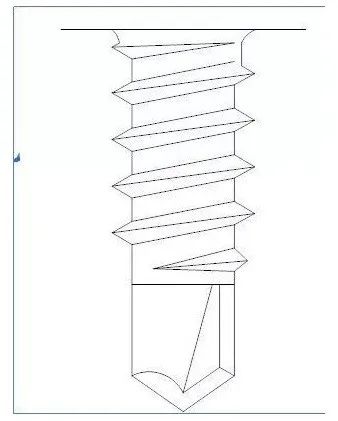
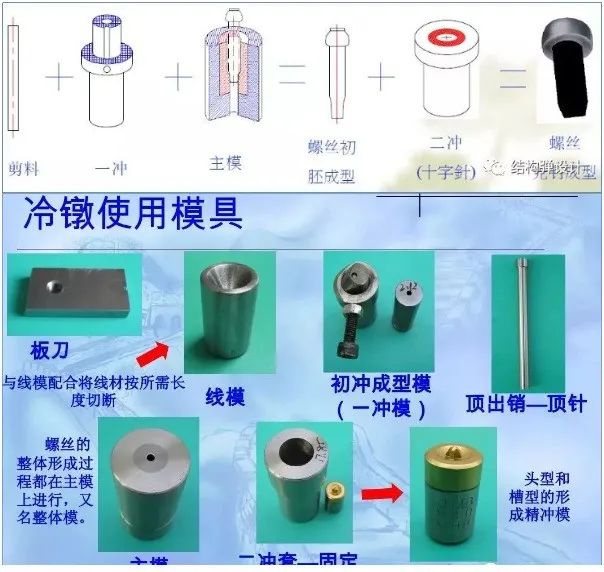
Processen för kall rubrik (rubrik).
Genom samverkan mellan formarna kan den formas. Klipp först av valstråden och vänd den sedan till ett skruvämne för att bilda huvudet, korsspåret (eller annan typ av huvud) gängämnets diameter, stånglängden och huvudets nedre kant.
Obs: Den kan designas enligt kundens krav. Vanliga huvudtyper är P-huvud, B-huvud, F-huvud, T-huvud etc. Vanliga spårtyper inkluderar korsspår, spår, plommonspår, sexkantshylsspår, etc.

Tandgnidningsprocess
Det kalla rubbade ämnet rullas ut ur tråden och tandmönstret bildas genom samverkan mellan den rörliga tandplattan och den fasta tandplattan.
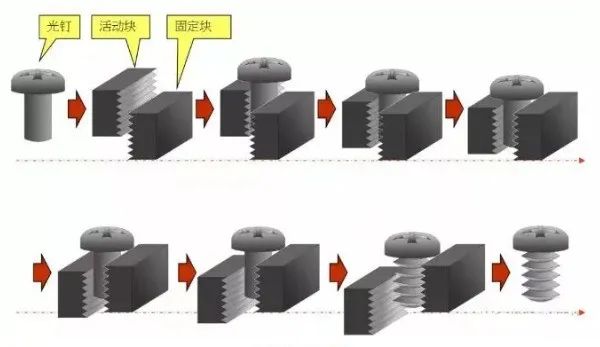
Förändringar före och efter gnidning av tänder

Tandgnidningsmaskin

Tandgnidningsplatta (mall)

Värmebehandlingsprocedur
1. Syfte: Att få skruvarna att erhålla högre hårdhet och styrka efter kall riktning.
2. Funktion: realisera självgängande låsning av metall och förbättra de mekaniska egenskaperna hos metalldelar, såsom vridningsmotstånd, spänningsmotstånd och slitstyrka. 3. Klassificering: A Glödgning: (700 grader x 4 timmar): långsträckt struktur - regelbunden polygonisering.
Kallarbetande organisation form B. Karburerande värmebehandling (lägg till kolelement till metalldelar för att förbättra deras ythårdhet, för metallmaterial med låg kolhalt).

C. Släckning och härdning av värmebehandling (tillsätt inte element till metallen och ändra metallens inre struktur med temperaturförändringen för att få bättre mekaniska egenskaper).

Galvaniseringsprocess
Produktytan efter galvanisering kan uppvisa den erforderliga färgeffekten och ytoxidationsbeständig beläggningseffekt.


-Slutet-